Сферы применения и классификация мерительного инструмента. Что такое мерительный инструмент Виды мерительного инструмента в машиностроении
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
специальные устройства, применяемые для точного определения размеров и других геометрических характеристик предметов. К таким устройствам относятся кронциркули, нутромеры и глубиномеры (в том числе соответствующие микрометрические приборы и штангенприборы), щупы, индикаторные приборы, уровни и отвесы, линейки и угольники.
Микрометры, нутромеры и глубиномеры.
Некоторые часто встречающиеся размеры, например диаметр цилиндра, диаметр и глубину отверстия, невозможно точно измерить, прикладывая к детали обычную измерительную линейку. Но можно "взять" диаметр или глубину отверстия при помощи кронциркуля-нутромера или глубиномера, а затем измерить взятое расстояние по линейке или штриховой мере. Для повышения точности таких измерений применяются кронциркули прямого отсчета, снабженные шкалой, а также микрометры и штангенприборы того же назначения. В микрометрических приборах используется высокоточная винтовая резьба очень малого шага. Отсчет по микрометру сводится к определению числа полных оборотов и долей оборота барабана относительно его нулевого положения. Полные обороты отмечаются штрихами линейной шкалы на неподвижном стебле, а дробные доли оборота - штрихами круговой шкалы на торцевой кромке вращающегося барабана. В большинстве микрометров англоязычных стран используется резьба, имеющая 40 ниток на дюйм, и предусматривается 25 делений на барабане, так что каждому делению барабана соответствует перемещение измерительного стержня на одну тысячную дюйма. Аналогичные характеристики имеют метрические микрометры.
Штангенциркуль позволяет отсчитывать диаметр непосредственно и с высокой точностью. Неподвижная основная шкала британского штангенциркуля имеет 50 делений на дюйм, а подвижная шкала нониуса - всего 20 делений. Сумма этих 20 делений равна сумме 19 делений основной шкалы.
Поэтому, когда нулевой штрих шкалы нониуса останавливается между двумя штрихами основной шкалы, только один штрих шкалы нониуса может лежать точно напротив какого-либо штриха основной шкалы. Число соответствующих ему делений шкалы нониуса равно числу двадцатых долей деления, на которое нулевой штрих шкалы нониуса смещен относительно одного штриха основной шкалы в сторону следующего штриха. Это и дает возможность отсчитывать измеряемый диаметр с точностью до тысячных долей (дюйма, сантиметра).
Щупы.
В тех случаях, когда требуется измерять очень малые расстояния, например, лишь в несколько раз превышающие толщину бумаги, применяются наборы пластинок-щупов - плоских и клиновых. Измерения проводятся по принципу "проходит - не проходит". В измеряемый зазор вводят одну за другой пластинки набора, пока не дойдут до такой ситуации, когда одна из пластинок едва входит в зазор, а следующая уже не входит. Клиновый щуп осторожно вдвигают в зазор до тех пор, пока он не остановится, после чего считывают указанную на лицевой поверхности щупа его толщину.
Индикаторные приборы.
Часто важное значение имеет степень эксцентричности вала, который в идеале должен вращаться вокруг своей геометрической осевой линии. Для такого контроля пользуются индикаторными приборами. Индикаторный прибор закрепляют рядом с валом так, чтобы его подвижный измерительный стержень касался поверхности проверяемого вала. При вращении вала этот стержень, прижимаемый к поверхности вала пружиной, поднимается и опускается в соответствии с биениями вала. Перемещение стержня увеличивается рычажным механизмом прибора и преобразуется в поворот стрелки по круговой шкале индикатора. Индикаторные приборы показывают биения, измеряемые тысячными и десятитысячными долями (дюйма, сантиметра).
Уровни и отвесы.
В строительном деле, а также при монтаже и наладке механического оборудования принято выверять основные оси и плоскости на параллельность или перпендикулярность направлению действия силы тяжести. Для этого пользуются такими устройствами, как уровни и отвесы. Отвес представляет собой груз, подвешенный на нити. Опустив отвес возле какого-либо элемента конструкции, который должен быть вертикальным, можно невооруженным глазом проверить, действительно ли контролируемый край этого элемента параллелен нити отвеса. Точность при таком методе зависит от того, насколько симметричен груз относительно точки закрепления нити. Уровень - это линейка с закрепленной на ней слегка искривленной герметичной стеклянной ампулой. Ампула длиной несколько сантиметров наполнена спиртом так, что в ней остается пузырек (воздуха или другого газа). Когда ампула строго горизонтальна, пузырек занимает среднее положение, отмеченное на ее стенке. Линейку кладут на контролируемую деталь (например, фундаментную плиту) и регулируют ее наклон, добиваясь, чтобы пузырек занял среднее положение. Закрепив ампулу на линейке так, чтобы ее осевая линия была перпендикулярна линейке, можно проверять вертикальные детали.
Линейки и угольники.
При разметке обрабатываемой детали обычно пользуются измерительными и поверочными линейками и угольниками. Угол между аншлагом и линейкой угольника чаще всего равен 90°, но бывают и угольники с углом 45°. В тех случаях, когда требуются другие углы, применяются угломеры с транспортирами, в которых угол установки угольника плавно регулируется.
ЛИТЕРАТУРА
Бурдун Г.Д., Марков Б.Н. Основы метрологии. М., 1985
Энциклопедия Кольера. - Открытое общество . 2000 .
Смотреть что такое "ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ" в других словарях:
Инструменты - получить на Академике действующий промокод МИФ издательство или выгодно инструменты купить со скидкой на распродаже в МИФ издательство
Инструменты - Термины рубрики: Инструменты Бензиномоторный инструмент Бензорез Бетонолом Болторез Бур Бучарда …
Инструменты измерительные - – специальные устройства, применяемые для точного определения размеров и других геометрических характеристик предметов. К таким устройствам относятся кронциркули, нутромеры и глубиномеры (в том числе соответствующие микрометрические приборы … Энциклопедия терминов, определений и пояснений строительных материалов
Измерительные средства для арматуры - – приспособления и приборы для контроля линейных размеров стержней в процессе их заготовки и натяжения стержней, проволоки, канатов. [Терминологический словарь по бетону и железобетону. ФГУП «НИЦ «Строительство» НИИЖБ им. А. А. Гвоздева,… … Энциклопедия терминов, определений и пояснений строительных материалов
В технике, обобщённое название группы средств, применяемых для измерения и контроля линейных и угловых размеров деталей и готовых изделий. Технические средства с нормированными метрологическими параметрами или свойствами, предназначенные… …
Строительные инструменты инструменты, используемые преимущественно при производстве строительных, монтажных и ремонтно строительных работ. Содержание 1 Общие сведения 2 Ручные инструменты … Википедия
СТО 70238424.17.220.20.004-2011: Автоматизированные информационно-измерительные системы учета электроэнергии (АИИС УЭ). Организация эксплуатации и технического обслуживания. Нормы и требования - Терминология СТО 70238424.17.220.20.004 2011: Автоматизированные информационно измерительные системы учета электроэнергии (АИИС УЭ). Организация эксплуатации и технического обслуживания. Нормы и требования: 3.1.10 действительная метрологическая… … Словарь-справочник терминов нормативно-технической документации
Столярные инструменты инструменты, используемые в столярном деле, для работы с древесиной и древесными материалами … Википедия
Аппаратура для выполнения астрономических наблюдений и их обработки. А. и. и п. можно подразделить на наблюдательные инструменты (телескопы), светоприёмную и анализирующую аппаратуру, вспомогательные приборы для наблюдений, приборы… … Большая советская энциклопедия
Лабораторные приборы для измерений положений изображений небесных светил на фотоснимках звёздного неба и спектр, линий на астроспектрограммах. Существуют конструкции А. и. п. (координатно измерительных машин) для измерений либо одной,… … Большая советская энциклопедия
Приборы измерительные - – приборы для измерения параметров физического, геометрического и напряженно деформированного состояния конструкции. [Справочник дорожных терминов, М. 2005 г.] Рубрика термина: Приборы Рубрики энциклопедии: Абразивное оборудование, Абразивы … Энциклопедия терминов, определений и пояснений строительных материалов
По такому критерию, как количество параметров, которые необходимо проверить при одной установке детали, все средства измерения подразделяются на одномерные инструменты и многомерные.
По степени автоматизации процесса, средства измерения подразделяются на инструменты ручного действия, механизированные, полуавтоматические, автоматические.
Измерительные инструменты бывают универсальные и специального назначения, в зависимости от характера применения.
В свою очередь в зависимости от таких критериев, как принцип действия и конструкции, универсальные средства измерения подразделяются на механические изделия, рычажно-механические, оптические, оптико-механические, пневматические, электрифицированные.
Механическим средствами измерения являются штанген-инструменты, универсальные угломеры (то есть инструменты, имеющие линейный нониус), а также микрометры, микрометрические нутромеры и глубиномеры (то есть различные типы микрометрических инструментов).
К рычажно-механическим средствам измерения относятся рычажно-зубчатые, зубчатые, рычажные и пружинные (микрокаторы, индикаторы) инструменты. Оптическими являются интерферометры, проекторы, универсальные и инструментальные измерительные микроскопы. К оптико-механическим измерительным инструментам относятся длинномеры и оптиметры.
С помощью средств измерения специального назначения контролируются такие параметры, как: отклонения расположения и формы поверхностей, характеристики параметров резьб, характеристики зубчатых передач, шероховатости поверхности.
Понятие измеренияПод измерением подразумевается такой процесс, в ходе которого при помощи специально предназначенных для этой цели технических средств какая-либо физическая величина сравнивается с однородной величиной, условно принятой за единицу. В итоге проведения измерения получается некое число, которое выражает отношение величины измеряемой к той, что принята за единицу. Измерения широко используются в технике. Таковыми являются линейные измерения, а также измерения угловые. В процессе измерений производится определение тех геометрических параметров, которые имеют детали машин и механизмов, изделий и сборочных единиц. Кроме того, измерения позволяют определить шероховатость и волнистость различных поверхностей, отклонения формы и расположения.
Понятие контроляВ принципе, контроль является весьма широким понятием, которое охватывает как качественную, так и количественную оценку того, насколько та или иная продукция соответствует определенным требованиям. Под контролем точности продукции подразумевается процедура, в ходе которой определяется, насколько реальные значения качественных параметров продукции соответствуют допустимым, то есть тем, которые установлены заданными допусками и техническими условиями. Кроме того, контроль точности предполагает также и определение того, насколько технологические процессы приемлемы для изготовления детали. Благодаря этому появляется возможность производить так называемую профилактику брака, то есть технологически обеспечивать нужную точность.
Выбор средств измеренияТе или иные средства измерения выбирают в зависимости от того, каковы конструктивные особенности деталей, объем их выпуска, требуемая точность изготовления. Принимаются также во внимание экономические характеристики измерительных средств. Главным принципом является то, чтобы погрешность самих средств измерения была не больше допустимой, а себестоимость и трудоемкость измерений были минимально возможными.
Любое производство подразумевает использование Они необходимы и в быту: согласитесь, сложно обойтись во время ремонта без самых простых измерительных приборов, таких как линейка, рулетка, штангенциркуль и т. п. Давайте поговорим о том, какие существуют измерительные инструменты и приборы, в чем их принципиальные отличия и где применяются те или иные виды.
Общие сведения и термины
Измерительный прибор - устройство, с помощью которого получают значение физической величины в заданном диапазоне, определяемом шкалой прибора. Кроме того, такой инструмент позволяет переводить величины, делая их более понятными оператору.
Контрольный прибор используется для контроля проведения технологического процесса. К примеру, это может быть какой-либо датчик, установленный в нагревательной печи, кондиционере, отопительном оборудовании и так далее. Такой инструмент нередко определяет и свойства. В настоящее время выпускают самые различные и приборы, среди которых есть как простые, так и сложные. Некоторые нашли свое применение в одной другие же используются повсеместно. Чтобы более подробно разобраться с этим вопросом, необходимо классифицировать данный инструмент.
Аналоговые и цифровые
Контрольно-измерительные приборы и инструменты разделяются на аналоговые и цифровые. Второй вид более популярен, так как различные величины, к примеру, сила тока или напряжение, переводятся в числа и выводятся на экран. Это очень удобно и только так можно добиться высокой точности снятия показаний. Однако необходимо понимать, что в любой контрольно-измерительный цифровой прибор входит аналоговый преобразователь. Последний представляет собой датчик, который снимает показания и отправляет данные для преобразования в цифровой код.
Аналоговые измерительные и контрольные инструменты более просты и надежны, но в это же время менее точны. Причем они бывают механическими и электронными. Последние отличаются тем, что имеют в своем составе усилители и преобразователи величин. Они более предпочтительны по целому ряду причин.
Классификация по разным признакам
Измерительные инструменты и приборы принято разделять на группы в зависимости от способа предоставления информации. Так, бывают регистрирующие и показывающие инструменты. Первые характерны тем, что способны записывать показания в память. Нередко используются самопишущие приборы, которые самостоятельно распечатывают данные. Вторая группа предназначена исключительно для контроля в реальном времени, то есть во время снятия показаний оператор должен находиться около прибора. Также контрольно-измерительный инструмент классифицируют по :
- прямого действия - осуществляется преобразование одной или нескольких величин без сравнения с одноименной величиной;
- сравнительные - измерительный инструмент, предназначенный для сравнения измеряемой величины с уже известной.

Какие бывают приборы по форме представления показаний (аналоговые и цифровые), мы уже разобрались. Также классифицируют измерительные инструменты и приборы по другим параметрам. К примеру, бывают суммирующие и интегрирующие, стационарные и щитовые, нормируемые и ненормируемые приборы.
Измерительные слесарные инструменты
С такими приборами мы встречаемся наиболее часто. Тут важна точность работ, а так как используется механический инструмент (по большей части), то удается добиться погрешности от 0,1 до 0,005 мм. Любая недопустимая погрешность приводит к тому, что потребуется переточка или вовсе замена детали или целого узла. Именно поэтому при подгонке вала под втулку слесарь использует не линейки, а более точные инструменты.

Самое популярное слесарное измерительное оборудование - штангенциркуль. Но и такой относительно точный прибор не гарантирует 100%-ный результат. Именно поэтому опытные слесари всегда делают большое количество измерений, после чего выбирается Если требуется получить более точные показания, то используют микрометр. Он позволяет проводить измерения до сотых долей миллиметров. Однако многие думают, что данный инструмент способен измерять до микронов, что не совсем так. Да и вряд ли при проведении простых слесарных работ в домашних условиях потребуется такая точность.
Про угломеры и щупы
Нельзя не рассказать о таком популярном и эффективном инструменте, как угломер. Из названия можно понять, что он используется, если требуется точно измерить углы деталей. Состоит прибор из полудиска с намеченной шкалой. На нем имеется линейка с передвижным сектором, на который нанесена шкала нониуса. Для закрепления передвижного сектора линейки на полудиске используется стопорный винт. Сам по себе процесс измерения довольно прост. Для начала необходимо приложить измеряемую деталь одной гранью к линейке. При этом линейка сдвигается так, чтобы между гранями детали и линейками образовался равномерный просвет. После этого сектор закрепляется стопорным винтом. Первым делом снимаются показания с основной линейки, а затем с нониуса.

Нередко для измерения зазора используется щуп. Он представляет собой элементарный набор пластин, закрепленных в одной точке. Каждая пластина имеет свою толщину, которую мы знаем. Устанавливая большее или меньшее количество пластин, можно довольно точно измерить зазор. В принципе, все эти измерительные инструменты ручные, но они довольно эффективны и вряд ли предоставляется возможным их заменить. А сейчас пойдем дальше.
Немного истории
Следует отметить, рассматривая измерительные инструменты: виды их очень разнообразны. Основные приборы мы с вами уже изучили, а сейчас бы хотелось поговорить о немного и о других инструментах. К примеру, ацетометр используется для измерения крепости Данный прибор способен определять количество свободных уксусных кислот в растворе, а был изобретен Отто и использовался на протяжении 19 и 20 веков. Сам по себе ацетометр похож на градусник и состоит из стеклянной трубки 30х15см. Также имеется специальная шкала, которая и позволяет определять необходимый параметр. Тем не менее сегодня есть более продвинутые и точные методы определения химического состава жидкости.

Барометры и амперметры
А вот с данными инструментами знаком практически каждый из нас еще со школы, техникума или университета. К примеру, барометр используется для измерения атмосферного давления. Сегодня применяются жидкостные и механические барометры. Первые можно назвать профессиональными, так как их конструкция несколько сложней, а показания точней. На метеостанциях используют ртутные барометры, так как они наиболее точные и надежные. Механические варианты хороши своей простотой и надежностью, но они постепенно заменяются цифровыми приборами.
Такие инструменты и приборы для измерений, как амперметры, тоже знакомы каждому. Они нужны для измерения силы тока в амперах. Шкала современных приборов градируется по-разному: микроамперами, килоамперами, миллиамперами и т. п. Амперметры всегда стараются подключать последовательно: это необходимо для понижения сопротивления, что позволит увеличить точность снимаемых показаний.

Заключение
Вот мы и поговорили с вами о том, что такое контрольные и измерительные инструменты. Как вы видите, все друг от друга отличаются и имеют совершенно разную сферу применения. Одни используются в метеорологии, другие в машиностроении, а третьи - в химической промышленности. Тем не менее цель у них одна - измерить показания, записать их и проконтролировать качество. Для этого целесообразно использовать точные измерительные инструменты. Но этот параметр способствует и тому, что устройство становится сложнее, и процесс измерения зависит от большего количества факторов.
Продукция, выпускаемая машиностроительной промышленностью – машины, станки, приборы, инструменты и приспособления – состоит из деталей разнообразных форм и размеров. При изготовлении этих деталей используют контрольно-измерительные инструменты. Процесс измерения заключается в сравнении измеряемой величины с другой однородной величиной, являющейся общепринятой единицей измерения.
Контрольно-измерительные инструменты можно разделить на три основные группы: меры длины, универсальные инструменты, калибры и индикаторы.
Мерами называются инструменты, воспроизводящие единицы измерения или ее кратные значения. Штриховые меры длины – масштабные линейки, складные метры, рулетки – воспроизводят линейные размеры в определенных пределах.
1.1. Плоскопараллельные концевые меры длины
Плоскопараллельные концевые меры длины представляют собой набор точных стальных мер в форме прямоугольного параллелепипеда с двумя взаимно параллельными измерительными поверхностями, расстояние между которыми определяет их размер (рисунок 1, а).
Концевые меры изготовляют из высококачественной хромистой стали, проходят сложный цикл термической обработки с закалкой на твердость HRC 62…64 и тщательно обрабатывают шлифованием и доводкой. Номинальный размер между мерительными поверхностями плоскопараллельных концевых мер выдерживается с точностью до 0,0001 мм, а шероховатость рабочих поверхностей соблюдается по 13-му классу. Благодаря этому концевые меры обладают способностью притираться друг к другу, что позволяет составлять из нескольких концевых мер не рассыпающиеся блоки (рисунок 1, б).
В зависимости от точности изготовления концевые меры разделяют на классы точности: 0, 1, 2 и 3-й. Самым точным является класс 0-й. Концевые меры комплектуют в наборы № 1 (из 87 мер), № 2 (из 42 мер), № 3 (из 116 мер) и других номеров, состоящих из концевых мер, подобранных таким образом, что можно составить любой необходимый размер с интервалом в 0,001 мм. При составлении блока требуемого размера сначала берут концевую меру, которая имеет размер, включающий тысячные доли миллиметра. Размер этой концевой меры вычитают из требуемого размера блока. Затем берут концевую меру размером, включающим требуемые сотые доли миллиметра, и ее размер вычитают из остатка, получившегося после первого вычитания; далее таким же образом определяют размер следующих концевых мер. Нужно стремиться к тому, чтобы блок состоял из возможно меньшего количества концевых мер. На рисунке 1, в, г, д приведены примеры различного использования набора плоскопараллельных концевых мер.
С помощью различных приспособлений концевыми мерами можно пользоваться для контроля размера точной детали, шаблона или калибра, установки различных измерительных инструментов и приборов при относительном методе измерения размера, для точной разметки.
1.2 Щупы
Щупы (рисунок 2) представляют собой набор точно обработанных стальных пластинок толщиной от 0,02 до 1 мм и длиной 100 или 200 мм. Щупы применяют для проверки величины зазоров между сопряженными деталями.
Рисунок 2 – Щупы |

Выпускают четыре набора щупов, отличающихся друг от друга количеством пластинок и их толщиной. Толщина пластинок в наборе указана на каждой из них и чередуется в наборе № 1 через каждые 0,01 мм; набор № 2 имеет 17 пластинок сначала через 0,01 мм, а затем через каждые 0,05 мм; набор № 3 имеет 10 пластинок толщиной от 0,55 до 1 мм, а набор № 4 имеет 10 пластинок размерами от 0,1 до 1 мм.
Для определения величины зазора пластинки без усилия вводят в зазор поочередно (по одной или по две-три) до тех пор, пока их общая толщина будет соответствовать зазору.
1.3 Линейки
Линейка (рисунок 3,а) – измерительный инструмент, изготовленный из листовой инструментальной стали. На линейку наносят деления в виде штрихов. Металлические линейки изготовляют со шкалой длиной 100, 150, 200, 300, 500, 750 и 1000 мм.
Складной метр - линейка, состоящая из десяти пластин, соединенных заклепками. Выступы на пластинах обеспечивают устойчивое положение метра в развернутом состоянии.
Рулетка (рисунок 3,б) длинная стальная лента с нанесенными на ней делениями. Рулетки с ценой деления 1 мм по всей длине измерительной ленты изготовляют с длиной 1; 2 5; 10; 20; 30 и 50 м.
1.4 Штангенинструменты
Для более точного измерения линейных размеров применяют штангенциркули, штангенрейсмасы, штангенглубиномеры и др.
К штангенинструментам относятся измерительные инструменты с линейным нониусом: штангенциркули, штангенрейсмусы и штан- генглубиномеры.
Эти инструменты снабжены линейными шкалами, отсчет по которым производится о помощью дополнительной шкалы – нониуса.
Штангенциркуль ШЦ-1 (рисунок 4, а) широко применяют для измерения наружных и внутренних размеров. Величина отсчета по нониусу 0,1 мм.
Пределы измерений от 0 до 125 мм. Штангенциркуль имеет штангу 1, на которой нанесена шкала с ценой деления 1 мм. Штанга имеет две измерительные губки 2 и 9. По штанге перемещается ползушка 7 с губками 3 и 8. Ползушка имеет шкалу, называемую нониусом (рисунок 6), который позволяет определить при измерении десятые доли миллиметра. Штанга с обратной стороны имеет паз, в котором установлена линейка 5 глубиномера.
Штангенциркуль ШЦ-П (рисунок 4,б) с величиной отсчета по нониусу (рисунок 5) 0,05 и 0,1 мм позволяет производить более точные измерения.
Штангенрейсмас (рисунок 5) является измерительным и разметочным инструментом. Штангенрейсмас имеет вертикальную линейку 2, закрепленную в массивном основании 1. По линейке перемещается ползушка с нониусом 4, закрепляемая на линейке 2 винтом 5. На лапку ползушки закрепляют сменную ножку – чертилку 10 имеющую острие 11 из твердосплавной пластины.
Движок 6 связан с ползушкой микрометрическим винтом 8 и устанавливается на вертикальной линейке стопорным винтом 7.
Нониус, служит для отсчета дробной части интервала деления основной шкалы.
|
|
а - штангенциркуль типа ШЦ-I: Б -штангенциркуль типа ШЦ-П: Рисунок 4 – Штангенинструменты |
1 – основание; Рисунок 5 – Штангенрейсмас |


Нониус (рисунок 6) характеризуется величиной отсчета а и модулем у, определяющим протяженность нониуса относительно основной шкалы.
Величины а и у могут быть определены по формулам:
где – интервал деления основной шкалы – цена деления шкалы (обычно = 1 мм ); – количество делений на нониусе; – длина нониуса.
Штангенинструменты изготовляются с величиной отсчета а, равной 0,05 и 0,1 мм , и с модулем у. равным 1, 2 и реже 5.
1.5 Микрометры
Микрометры (рисунок 7) предназначены для измерения наружных размеров детали. Микрометр имеет скобу, с одной стороны которой устанавливается неподвижная пятка 2. Вторая сторона скобы имеет сложную конструкцию. Основной измерительный механизм микрометра состоит из гайки 5 и ввинчивающегося в нее шпинделя 3. Шпиндель запрессован в барабан 6. При вращении барабана 6 происходит вращение шпинделя. Для определения точного размера трещотка 7 при вращении передает давление на микрометрический винт и на шпиндель 3. Шпиндель 3, упираясь в поверхность измеряемой детали, остановит вращение барабана 6. Микрометр позволяет измерять размеры с точностью до 10 мкм. Микрометры выпускаются с пределами измерений 0…25, 25…50, 50…75 и т. д. до 275…300 мм.
1.6 Средства контроля прямолинейности и плоскостности
Наиболее распространенным средством контроля прямолинейности являются поверочные линейки, которые выпускают нескольких типов.
Лекальные линейки . Изготовляют лекальные линейки трех типов: прямые с двусторонним скосом (рисунок 8,а), трехгранные (рисунок 8,б) и четырехгранные (рисунок 8,в). Прямолинейность проверяют лекальными линейками по методу световой щели (на просвет), при этом лекальную линейку укладывают острой кромкой на проверяемую поверхность, а источник света помещают позади линейки и проверяемой детали.
Линейки с широкой рабочей поверхностью разделяют на четыре типа: прямоугольного сечения (рисунок 8,г), двутаврового сечения (рисунок 8,д), линейки-мостики (рисунок 8, е) и трехгранные (рисунок 8, ж) с углами 45, 55 и 60°
Проверка прямолинейности и плоскостности линейками с широкой рабочей поверхностью производится по линейным отклонениям (с помощью щупа) и на краску. При проверке на краску поверхность линейки покрывают тонким слоем замешанной на машинном масле сажи (рисунок 8, з, и ), накладывают на контролируемую поверхность и по числу пятен на квадрате 25х25 мм судят о точности проверяемой плоскости.
Довольно точные результаты дает применение полосок тонкой бумаги или металлической фольги, которые с определенным интервалом укладывают под поверочную линейку. Вытягивая полоски из-под линейки, по силе натяжения каждой из них судят о величине отклонения от прямолинейности. Измерив микрометром толщину полосок, можно установить с точностью до 0,01 мм величину просвета.
Поверочные плиты (рисунок 8, к, л) являются основным средством проверки плоскостности поверхности методом на краску. Плиты изготовляют из высококачественного чугуна марки СЧ 18-36 мелкозернистой структуры, твердостью НВ 170-241.
Размеры плит бывают 250х250, 400х400, 400х630, 630х1000 и 1000х1600 мм. Предельные отклонения от плоскостности этих плит зависят от их размера и класса точности (классы 01; 0; 1 и 2) и приняты от 4 до 25 мкм на размер плиты 400х400 мм.
Плоскостность плит проверяют лекальной линейкой на просвет и с помощью набора плоскопараллельных концевых мер, как показано на рисунке 8, н. Для этого на проверяемую поверхность плиты 3 ставят две концевые меры 2 одинакового размера, а поверх них ставят линейку 1 и в просвет между поверхностью плиты и лезвием лекальной линейки вводят набор концевых мер 4. Разность между размерами концевых мер 2 и набором будет показывать величину изгиба поверхности проверяемой плиты.
Поверочные плиты служат не только для контроля плоскостности, но их широко используют в качестве базы для различных контрольных операций с применением универсальных средств измерения.
Угловые плиты (шабровочные угольники), показанные на рисунке 8, м, служат для проверки методом на краску взаимной перпендикулярности плоскостей и нередко используются в качестве вспомогательных приспособлений при различных контрольных, сборочных и разметочных работах.
1.7 Средства контроля и разметки углов
Для проверки или разметки углов применяют следующие виды инструментов: угольники, универсальные и оптические угломеры, плоские угловые плитки, синусные линейки, оптические делительные головки.
Поверочные угольники предназначены для проверки и разметки прямых углов, для контроля взаимно перпендикулярного расположения поверхностей деталей при их изготовлении и сборке. Промышленность выпускает поверочные угольники с углами 90°. Различают угольники лекальные – для точных работ и слесарные – для обычного применения.
Лекальные угольники делают калеными, точно шлифованными и доведенными. Их применяют для контроля на просвет точно изготовляемых деталей. Лекальные разметочные угольники имеют широкое основание (полку), которым угольник прижимают к краю размечаемой детали. Согласно стандарту промышленность выпускает лекальные угольники двух классов точности: 0 и 1. У всех угольников высота делается длиннее основания. Стандарт предусматривает следующие размеры сторон лекальных угольников: 60х40, 100х60, 160х100 и 250х160 мм.
На рисунке 9, а, б изображены лекальные угольники типов УЛП и УЛШ. На рисунке 9, в показан цельный лекальный угольник типа УЛ. он применяется при проверке на поверочной плите точных деталей сложной формы и контроле сборки малогабаритных точных штампов, приспособлений и пресс-форм.
На рисунке 9, г показан пустотелый цилиндр-угольник типа УЛЦ, служащий для проверки на поверочной плите правильности угла 90° у всех других угольников. Угольники типа УЛЦ выпускают следующих размеров (высота х диаметр в мм): 160х80, 250х100, 400х125 и 160х630.
Плоские угловые меры предназначены для контроля углов изделий, переноса величин угла при точной разметке, для проверки и градуировки угломерных инструментов, шаблонов и приборов.
Измерительные поверхности угловых мер обладают способностью притираться друг к другу аналогично плоскопараллельным концевым мерам, что позволяет собирать блоки из нескольких плиток. Проверка углов с помощью угловых плиток производится на просвет.
Угловые меры выпускаются комплектами в виде наборов трех классов точности: 0, 1 и 2-го с допусками соответственно ±3, ± 10 и ±30 с.
К каждому набору угловых мер прилагается лекальная линейка и комплект державок с отверстиями и зажимами для удержания нескольких собранных в блоки плиток. Для этой цели угловые плитки также имеют по нескольку отверстий (рисунок 9, з, и, к).
Синусные линейки . Применяют для точной проверки, разметки или установки угловых деталей шаблонов и калибров. Обычная синусная линейка (рисунок 9, л ) представляет собой стальную точно отшлифованную прямоугольную плиту 7 с двумя призматическими вырезами в боковых гранях. В вырезах крепятся два стальных точно отшлифованных и доведенных роликов 8 определенного диаметра d (рисунок 9, м ). Ролики располагаются на заданном расстоянии L . К боковым граням с помощью винтов могут быть укреплены планки 5 и 6. На верхней плоскости линейки имеются гладкие резьбовые отверстия для крепления винтами дополнительных установочных планок или непосредственно обрабатываемой детали (например, при разметке).
Для установки линейки на требуемый угол, к плоскости поверочной плиты 9 под ролик 8 подкладывают блок плоскопараллельных концевых мер 10, размер которого Н определяется по формуле
![]() ,
,
где L - расстояние между центрами роликов.
Если известна высота блока плиток и требуется узнать полученный угол а, то расчет ведут по формуле
L .
Стандартные синусные линейки выпускают 1-го и 2-го классов точности и имеют следующую градацию основных размеров:
Расстояние между центрами роликов 100; 200; 300; 500.
Диаметр ролика 20; 20; 30; 30.
на синусных линейках измеряют углы до 45°.
Угломеры. Для измерения углов деталей широко используют универсальные угломеры с нониусом. Наибольшее распространение получили угломеры типа УМ (рис. 30, а) и типа УН (рис. 30, б).
Угломер типа УМ позволяет измерять углы в пределах от 0 до 180° с точностью отсчета 5 мин.
Более удобен инструментальный угломер УН. Он построен по принципу круговой шкалы и позволяет измерять углы в пределах от 0 до 320°. На дуге 4 угломера, на одном конце которой укреплена мерительная планка 5, нанесены деления шкалы в градусах. По дуге движется сектор, на котором укреплена скошенная дуговая планка 3, имеющая деления нониуса от 0 до 60. К угломеру прилагают угольники 2 и линейку 6 со скошенной мерительной гранью, а также два хомутика 1 для крепления угольника и линейки к угломеру.
В собранном виде (с угольником и линейкой) угломер дает возможность производить измерение углов от 0 до 50°. Если удалить линейку 6 и крепящий ее хомутик, предел измерения углов изменится от 140 до 230°. Если же установить на место угольника мерительную линейку, то измерение углов можно производить в пределах от 50 до 140°. Наконец, угломер без угольника и линейки позволяет измерять углы от 230 до 320°. Точность отсчета по нониусу на этом угломере 2 мин.
На рисунке 10,в показан оптический угломер типа УО. Линейка 12, имеющая прорезь вдоль оси, жестко соединена с корпусом 16, внутри которого неподвижно укреплен лимб 15, имеющий полную угловую шкалу с ценой деления Г. Шкала разделена на четыре квадранта, оцифрованные от 0 до 90° через каждые 2°. Линейку 8 можно перемещать в направлении от оси и поворачивать вокруг центра корпуса 16 на определенный угол по отношению к линейке 12.
В продольном положении линейку 8 фиксируют поворотом стопора 10. В продольный паз линейки 8 входит шпонка, связанная с верхним диском, на котором установлены лупа 7 с увеличением в х16 и стекло 14 со шкалами, имеющими цену деления 5".
В поле зрения лупы 7 видны две шкалы с ценой деления 5" и изображение части круговой шкалы 15, освещаемой через стекло 14. Угол между линейками устанавливают поворотом по часовой стрелке накатанного кольца 9 и фиксируют стопором 10. Подставка 13 с плоской поверхностью и с призматическим углублением служит для установки угломера на плоскую или цилиндрическую поверхность.
1.8 Индикаторы
Индикаторами называют съемные отсчетные устройства с измерительным механизмом, преобразующие малые измеряемые отклонения в большие перемещения стрелки. С целью измерения индикаторы устанавливают на стойках, штативах или крепят в специальных приспособлениях, обеспечивающих точность и удобство при выполнении работы.
При изготовлении технологической оснастки наибольшее применение получили индикаторы часового типа с ценой деления
0,01 мм. Эти приборы (рисунок 11) используют для относительного или сравнительного измерения, проверки отклонений от заданной формы, а также взаимного расположения поверхностей деталей. Ими проверяют горизонтальность и вертикальность положения плоскостей и отдельных элементов деталей, овальность, конусность наружной поверхности деталей и отверстий, соосность отверстия с поверхностью детали, биение валов, шпинделей, маховиков, зубчатых колес и других вращающихся деталей.
Действие индикаторов часового типа основано на использовании специального зубчатого передаточного устройства, которое преобразует незначительные прямолинейные перемещения измерительного стержня в увеличенные и удобные для отсчета перемещения стрелки по круговой шкале.
Индикаторы часового типа
выпускают двух конструкций: тип I – с перемещением измерительного стержня параллельно
шкале и тип II – с перемещением измерительного стержня перпендикулярно шкале
(торцовые). Индикаторы типа I имеют пределы измерения от 0 до
5 мм и от 0 до
10 мм, индикаторы типа II
изготовляют с пределами измерения от 0 до
2 мм и от 0 до
3 мм. Для особо точных
измерений служат индикаторы многооборотные с ценой деления
0,001 мм и пределом
измерения от
0 до
2 мм.
Индикаторы, показанные на рисунке 11, а, б, состоят из корпуса 1, стопора 2, циферблата 3, ободка 4, отсчетной стрелки 5, указателя чисел оборотов 6, ушка 7, гильзы 8, измерительного стержня 9 и наконечника 10. Установка шкалы индикатора на нуль производится вращением шкалы за ободок 4. Крепление индикаторов в стойках (рисунок. 11, в) производится за ушко 7 или за гильзу 8.
1.9 Калибры
Калибрами называются бесшкальные измерительные инструменты. Калибрами можно замерить один размер. Калибры разделяются на нормальные и предельные.
Нормальные калибры имеют номинальный размер, указанный на чертеже. Точность измерения зависит от квалификации контролера.
Предельные калибры служат для проверки предельных размеров. Один из размеров калибра соответствует наименьшему допустимому размеру детали, второй наибольшему. Первый размер называется проходным и обозначается буквами ПР , второй непроходным и обозначается НЕ (Рисунок 12).
1.10 Цифровые измерительные приборы
Рассмотренные выше измерительные приборы имеют один существенный недостаток: точность измерения данными приборами существенно зависит от квалификации рабочего-контролера.
Этого недостатка лишены цифровые измерительные приборы, построенные на базе рассмотренных выше приборов, но оснащенных микропроцессорными устройствами преобразования результатов измерения и выдачей результата на цифровой дисплей.
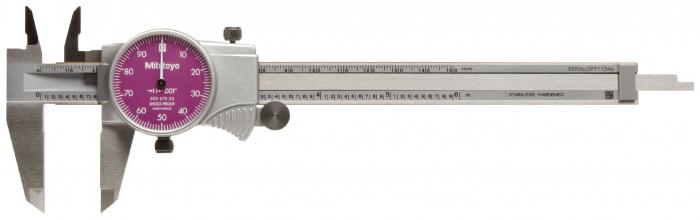
Пример такого прибора – штангенциркуль с цифровой индикацией – показан на рисунке 13.
Использование измерительных поверхностей штангенциркуля показано на рисунке 14.

абсолютным методом
Относительным методом измерения называют метод, основанный на сравнении измеряемой величины с заранее известным значением меры.
Для этого с помощью блока плиток набираем номинал, равный заданному размеру (рисунок 16). Размер блока необходимо подбирать так, чтобы количество плиток было минимальным.
Затем сбрасываем показания штангенциркуля на "0" (рисунок 17).
После чего производим измерение и находим отклонение действительного размера от требуемого (рисунок 18).
|
|
|
Рисунок 16 |
Рисунок 17 |
Рисунок 18 |



2. Порядок выполнения работы
- Пройти инструктаж по технике безопасности и правилам работы с измерительными инструментами.
- Изучить устройство и назначение измерительных приборов для измерения геометрических параметров деталей машин.
- Получить у преподавателя детали для проведения контроля. Выполнить эскиз детали.
- Получить необходимые измерительные приборы.
- Выполнить измерения каждого размера различными приборами абсолютным и относительным методами.
- Составить отчет о проделанной работе.
- Ответить на контрольные вопросы.
3. Контрольные вопросы
- Назначение контрольно-измерительных инструментов. Типы контрольно-измерительных инструментов.
- Что такое мера и как она используется при измерениях?
- Плоскопараллельные меры длины. Их назначение. Типы. Использование при измерении.
- Щупы. Назначение. Использование при измерениях.
- Измерительные линейки. Назначение. Применение.
- Штангенинструменты. Виды. Назначение. Точность измерения. Методика применения при измерениях.
- Что такое нониус? Назначение. Устройство. Использование для повышения точности отсчета результатов измерения.
- Микрометры. Назначение. Использование при измерениях. Точность измерения.
- Средства контроля прямолинейности поверхностей. Использование при контроле.
- Средства и приборы для измерения углов.
- Индикаторные головки. Устройство и назначение. Методика измерения с использованием индикаторов.
- Калибры. Назначение. Использование при измерениях.
- Цифровые измерительные приборы. Принцип измерения. Достоинства и недостатки.
- Абсолютный метод измерения. Измерительные приборы, построенные на данном методе.
- Относительный метод измерения. Измерительные приборы, построенные на данном методе.
- Пассаметр. Устройство. Методика измерения пассаметром. Настройка пассаметра на заданный размер.
- Настройка цифрового штангенциркуля на измерение относительным методом.
Правильность необходимых размеров и формы деталей в процессе их изготовлении проверяют штриховым (шкальным) измерительным инструментом, а также поверочными линейками, плитами и пр.
Поэтому, кроме типового набора рабочего инструмента, слесарь должен иметь контрольноизмерительные инструменты. К ним относятся: масштабная линейка, рулетка, кронциркуль и нутромер, штангенциркуль, угольник, малка, транспортир, угломер, поверочная линейка и т. п.
Масштабная линейка имеет штрихи-деления, расположенные друг от друга на расстоянии 1 мм, 0,5 мм и иногда 0,25 мм. Эти деления и составляют измерительную шкалу линейки. Для удобства отсчета размеров каждое полусантиметровое деление шкалы отмечается удлиненным штрихом, а каждое сантиметровое – еще более удлиненным штрихом, над которым проставляется цифра, указывающая число сантиметров от начала шкалы. Масштабной линейкой производят измерения наружных и внутренних размеров и расстояний с точностью до 0,5 мм, а при наличии опыта – и до 0,25 мм. Масштабные линейки изготовляют жесткими или упругими с длиной шкалы в 100, 150, 200, 300, 500, 750 и 1000 мм, шириной 10–25 мм и толщиной 0,3–1,5 мм из углеродистой инструментальной стали марок У7 или У8.
Приемы измерения масштабной линейкой показаны на рис. 9.
Рис. 9. Масштабные металлические линейки и приемы измерения ими
Рулетка представляет собой стальную ленту, на поверхности которой нанесена шкала с ценой деления 1 мм (рис. 10). Лента заключена в футляр и втягивается в него либо пружиной (самосвертывающиеся рулетки), либо вращением рукоятки (простые рулетки), либо вдвигается вручную (желобчатые рулетки). Самосвертывающиеся и желобчатые рулетки изготовляются с длиной шкалы 1 и 2 м, а простые – с длиной шкалы 2, 5, 10, 20, 30 и 50 м. Рулетки применяются для измерения линейных размеров: длины, ширины, высоты деталей и расстояний между их отдельными частями, а также длин дуг, окружностей и кривых. Измеряя окружность цилиндра, вокруг него плотно обертывают стальную ленту рулетки. При этом деление шкалы, совпадающее с нулевым делением, указывает нам длину измеряемой окружности. Такими приемами пользуются обычно при необходимости определить длину развертки или диаметр большого цилиндра, если непосредственное измерение его затруднено.

Рис. 10. Рулетки:
а – кнопочная самосвертывающаяся, б – простая, в – желобчатая, вдвигающаяся вручную
Для переноса размеров на масштабную линейку и контроля размеров деталей в процессе их изготовления пользуются кронциркулем и нутромером.
Кронциркуль применяется для измерения наружных размеров деталей: диаметров, длин, толщин буртиков, стенок и т. п. Он состоит из двух изогнутых по большому радиусу ножек длиной 150–200 мм, соединенных шарниром (рис. 11, а). При измерении кронциркуль берут правой рукой за шарнир и раздвигают его ножки так, чтобы их концы касались проверяемой детали и перемещались по ней с небольшим усилием. Размер детали определяют наложением ножек кронциркуля на масштабную линейку.
Более удобным является пружинный кронциркуль (рис. 11, б), ножки такого кронциркуля под давлением кольцевой пружины стремятся разойтись, но гайка 2, навернутая на стяжной винт 3, укрепленный на одной ножке и свободно проходящий сквозь другую, препятствует этому. Вращением гайки 2 по винту 3 с мелкой резьбой устанавливают ножки на размер, который не может измениться произвольно. Точность измерения кронциркулем 0,25 – 0,5 мм.

Рис. 11. Кронциркуль и нутромер. Способы измерения
Изготовляют его из углеродистой инструментальной стали У7 или У8, а измерительные концы на длине 15–20 мм закаливают.
Нутромер служит для измерения внутренних размеров: диаметром отверстий, размеров пазов, выточек и т. п. На рис. 11, а, б показаны обыкновенный и пружинный нутромеры. В отличие от кронциркуля он имеет прямые ножки с отогнутыми губками. Устройство нутромера аналогично устройству кронциркуля.
При измерении диаметра отверстия ножки нутромера разводят до легкого касания со стенками детали и затем вводят в отверстие отвесно. Замеренный размер отверстия будет соответствовать действительному только в том случае, когда нутромер не будет перекошен, т. е. линия, проходящая через концы ножек, будет перпендикулярной оси отверстия. Отсчет размера производится по измерительной линейке; при этом одну ножку нутромера упирают и плоскость, к которой под прямым углом прижата торцовая грань измерительной линейки, и производят по ней отсчет размера (рис. 11, в). На рис. 11, г показано измерение развода ножек нутромера при помощи штангенциркуля. При этом обеспечивается большая точность (до ±0,1 мм), чем при отсчете по линейке.
Изготовляют нутромеры из углеродистой инструментальной стали У7 или У8 с закалкой измерительных концов на длине 15–20 мм.
Точность измерений, которую можно получить с помощью масштабной линейки, складного метра или рулетки, далеко не всегда удовлетворяет требованиям современного машиностроения. Поэтому при изготовлении ответственных деталей машин пользуются более совершенными масштабными инструментами, позволяющими определять размеры с повышенной точностью. К таким инструментам в первую очередь относится штангенциркуль.
Штангенциркуль применяется для измерений как наружных, так и внутренних размеров деталей (рис. 12, а). Он состоит из штанги 8 и двух пар губок: нижних 1 и 2 и верхних 3 и 4. Губки 1 и 4 изготовлены заодно с рамкой 6, скользящей по штанге. С помощью винта 5 рамка может быть закреплена в требуемом положении на штанге. Нижние губки служат для измерений наружных размеров, а верхние – для внутренних измерений. Глубиномер 7 соединен с подвижной рамкой 6, передвигается по пазу штанги 8 и служит для измерения глубины отверстий, пазов, выточек и др. Отсчет целых миллиметров производится по шкале штанги, а отсчет долей миллиметра – по шкале нониуса 9, помещенной в вырезе рамки 6 штангенциркуля.
Шкала нониуса имеет десять равных делений на длине 9 мм; таким образом, каждое деление шкалы нониуса меньше деления масштаба (линейки) на 0,1 мм. При измерении детали штангенциркулем сначала отсчитывают по шкале целое число миллиметров на штанге, отыскивая его под первым штрихом нониуса, а затем с помощью нониуса определяют десятые доли миллиметра. При этом намечают деление нониуса, совпадающее с делением на штанге. Порядковое число этого деления показывает десятые доли миллиметра, которые прибавляют к целому числу миллиметров. На рис. 12, б изображены три положения нониуса относительно шкалы штанги, соответствующие размерам: 0,1; 0,5 и 25,6 мм.

Рис. 12. Штангенциркуль с точностью измерения 0,1 мм
Зачастую приходится изготовлять детали, поверхности которых сопрягаются под различными углами. Для измерения этих углов пользуются угольниками, малками, угломерами и др. Угольники и малки являются наиболее распространенным инструментом для проверки прямых углов. Стальные угольники с углом в 90 ° бывают различных размеров, цельные или составные (рис. 13).
Угольники изготовляют четырех классов точности: 0, 1, 2 и 3. Наиболее точные угольники класса 0. Точные угольники с фасками называются лекальными (рис. 13, а, б). Для проверки прямых углов угольник накладывают на проверяемую деталь и определяют правильность обработки проверяемого угла на просвет. При проверке наружного угла угольник накладывают на деталь его внутренней частью (рис. 13, в), а при проверке внутреннего угла – наружной частью. Наложив угольник одной стороной на обработанную сторону детали, слегка прижимая его, совмещают другую сторону угольника с обрабатываемой стороной детали и по образовавшемуся просвету судят о точности выполнения прямого угла (рис. 13, г). Иногда размер просвета определяют с помощью щупов. Необходимо следить за тем, чтобы угольник устанавливался в плоскости, перпендикулярной к линии пересечения плоскостей, образующих прямой угол (рис. 13, д). При наклонных положениях угольника (рис. 13, е, ж) возможны ошибки замеров.

Рис. 13. Угольники с углом 90° и способы их применения
Простая малка (рис. 14, а) состоит из обоймы 1 и линейки 2 , закрепленной шарнирно между двумя планками обоймы. Шарнирное крепление обоймы позволяет линейке занимать по отношению к обойме положение под любым углом. Малку устанавливают на требуемый угол по образцу детали или по угловым плиткам. Требуемый угол фиксируется винтом 3 с барашковой гайкой.
Простая малка служит для измерения (переноса) одновременно только одного угла.
Универсальная малка служит для одновременного переноса двух или трех углов.
Для измерения или разметки углов, для настройки малок или определения величины перенесенных ими углов пользуются угломерными инструментами с независимым углом. К таким инструментам относятся транспортиры и угломеры. Транспортиры обычно применяются для измерения и разметки углов на плоскости. Угломеры бывают простые и универсальные.

Рис. 14. Простая малка и способы ее применения
Простой угломер состоит из линейки 1 и транспортира 2 (рис. 15, а). При измерениях угломер накладывают на деталь так, чтобы линейка 1 и нижний обрез m полки транспортира 2 совпадали со сторонами измеряемой детали 3. Величину угла определяют по указателю 4, перемещающемуся по шкале транспортира вместе с линейкой. Простым угломером можно измерять величину углов с точностью 0,5–1°.

Рис. 15. Угломеры: а – простой, б – оптический
Оптический угломер состоит из корпуса 1 (рис. 15, б), в котором закреплен стеклянный диск со шкалой, имеющей деления в градусах и минутах.
Цена малых делений 10 ". С корпусом жестко скреплена основная (неподвижная) линейка 3. На диске 5 смонтирована лупа 6, рычаг 4 и укреплена подвижная линейка 2 . Под лупой параллельно стеклянному диску расположена небольшая стеклянная пластинка, на которой нанесен указатель, ясно видимый через окуляр лупы. Линейку 2 можно перемещать в продольном направлении и с помощью рычага 4 закреплять в нужном положении. Во время поворота линейки 2 в ту или другую сторону будут вращаться в том же направлении диск 5 и лупа 6. Таким образом, определенному положению линейки будет соответствовать вполне определенное положение диска и лупы. После того, как они будут закреплены зажимным кольцом 7, наблюдая через лупу 6, производят отсчет показаний угломера.
Оптическим угломером можно измерять углы от 0 до 180 °. Допускаемые погрешности показания оптического угломера ±5 ".
Поверочные линейки служат для проверки плоскостей на прямолинейность. В процессе обработки плоскостей чаще всего пользуются лекальными линейками. Они подразделяются на линейки лекальные с двусторонним скосом, трехгранные и четырехгранные (рис. 16, а).

Рис. 16. Лекальные линейки: а – конструктивные формы линеек: двухсторонняя, трехгранная, четырехгранная, б – прием наложения линейки
Лекальные линейки изготовляются с высокой точностью и имеют тонкие ребра с радиусом закругления 0,1–0,2 мм, благодаря чему можно весьма точно определить отклонение от прямолинейности по способу световой щели (на просвет). Для этого линейка своим ребром устанавливается на проверяемую поверхность детали против света (рис. 16, б). Имеющиеся отклонения от прямолинейности будут при этом заметны между линейкой и поверхностью детали. При хорошем освещении можно обнаружить отклонение от прямолинейности величиной до 0,005-0,002 мм. Лекальные линейки изготовляются длиной от 25 до 500 мм из углеродистой инструментальной или легированной стали с последующей закалкой.
Хранение измерительного инструмента и уход за ним. Точность и долговечность инструмента зависят не только от качества изготовления и умелого обращения, но также от правильного хранения и ухода за ним.
Простейший измерительный инструмент хранится обычно в ящике верстака, где его располагают в определенном порядке по типам инструмента и размерам. Штангенциркули и лекальные линейки хранятся в специальных футлярах с закрывающимися крышками. Для предохранения инструментов от ржавчины их смазывают тонким слоем чистого технического вазелина, предварительно хорошо протерев сухой тряпкой. Перед употреблением инструмента смазка удаляется чистой тряпкой или промыванием в бензине. При появлении пятен ржавчины на инструменте его необходимо положить на сутки в керосин, после чего промыть бензином, насухо протереть и снова смазать.